关于压缩机的回液、带液启动和液击,该怎么预防和解决
作者:制冷人 日期:2021-12-30 02:39:03 浏览:4168
一、回液
大家做制冷的都知道,压缩机是用作处理气体压缩的,当回到压缩机的制冷剂不是纯的气体状态,而是包含液体,液体制冷剂对压缩机的影响是负面的,如果液体过多,甚至可能导致液击,即使没有液击,也会发生湿压缩导致跑油。
还有一种影响,是对润滑方面的影响。
有很大的可能性,有部分的制冷剂液体会跑到压缩机的润滑油油池内,不同的压缩机根据内部冷媒通道的设计不同,回到油池的液体制冷剂量也会不同,所有摩擦力作 用面的材质和作用力大小的区别对润滑的需求也不尽相同,最终抗回液的能力就不同。
吸入的制冷剂当中的液体,进入油池中,和润滑油溶解到一起,稀释润滑 油,最终导致润滑油的动态粘度下降,润滑效果受到很大的影响,这样会引起压缩机的主轴承由于润滑效果下降导致磨损,最终可能引起抱轴,甚至电机烧毁。
丹佛斯的压缩机从结构设计上面,已经最大可能避免了这一点,制冷剂到达油池的路径经过专门的设计,可以将液体分离和蒸发,同时,最关键的是轴承材质进行了更 新,全系列的冷冻涡旋压缩机采用无铅特氟龙轴承或者碳轴承,可以耐受边界润滑条件甚至干润滑。

二、带液启动
1、首先我们来定义一下什么叫做带液启动。
当制冷机组在停机的状态下,压缩机壳体当中存有制冷剂液体,在下一次压缩机启动时,制冷剂液体会对压缩机的润滑产生破坏,带有制冷剂液体情况下启动压缩机就叫做带液启动。
2、然后我们来看一下带液启动破坏压缩机的过程:
当压缩机壳体内出现制冷剂液体时,液体往往会滞留在压缩机的底部,和润滑油混合在一起,润滑油和制冷剂一般是互 相溶解的,溶解度和温度,添加剂等很多条件相关,润滑油和制冷剂混合以后,润滑油的本身特性会发生变化,最明显的是动态粘度会降低,这就会直接影响润滑效 果,当压缩机再一次启动的一瞬间,涡旋压缩机的电机一般是直接依靠三相电源直接驱动,大多数情况下不会安装软启动器。
这样,压缩机壳体内的压力在一瞬间急 剧降低,低至制冷剂在当前温度下的饱和压力以下,这样会导致润滑油内的制冷剂液体急剧蒸发,发生沸腾现象,产生大量的泡沫,从压缩机的视油镜看的话,如下 图所示。
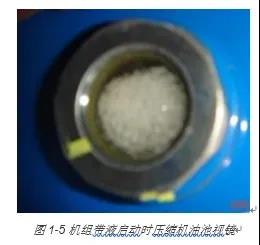
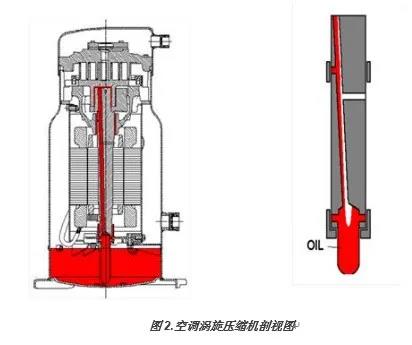
压缩机内润滑油的运行通道如下图所示,压缩机内部一般有4个部位需要油润滑,下轴承,主轴承,上轴承和涡旋盘。三个轴承都是和旋转的曲轴进行配合,确保同轴度的同时,发生相对位移,产生摩擦,需要油的润滑作用。
3、我们再来分析一下带液启动发生的原因
正常运转的系统,压缩机当中不应该存在有制冷剂液体,但是在停机之后的一瞬间,压缩机壳体内是整个系统的最低压力点, 高压侧依然是高压,系统压力需要平衡,大量的制冷剂液体在压差的作用下,会继续流动,在系统的蒸发器也停止工作之后,没有热量输入进来,制冷剂会以液体的 形态迁移到压缩机的壳体内。
另一方面,停机之后,机组内的制冷剂一定是气液混合的状态,液体会向位置较低的地方迁移,在密闭环境中,液体也容易往温度低的 地方聚集,压缩机低压侧所在的位置往往温度不会高,位置也较低,也增大了液体冷媒聚集的可能性。
4、我们再来看一下防止冷媒迁移导致带液启动的措施, 丹佛斯有以下3个建议:
1、安装液管电磁阀, 在机组停机后,同时关闭电磁阀,将大部分的制冷剂液体截留在高压侧,很大程度上减少了带液启动的可能性。
2、安装压缩机电加热带, 在压缩机停机后,电加热带上电,对油池进行加热,保持热量的输入,维持油池的高温,将油池内的制冷剂液体蒸发掉,避免下一次启动的液体泡沫的影响。
3、回气管路设计倒U型弯, 防止停机后,由于蒸发器和压缩机之间的高低落差,由于自重的作用,蒸发器内的液体迁移到压缩机,在下一次启动时,蒸发器提前运转,将液体蒸发成为气体,即可确保安全。
4、安装气液分离器。
三、液击
液击发生在压缩机内部,是指进入的制冷剂液体足够多,发生液压缩的情况,导致压缩部件硬性损伤,比如涡旋盘或者十字划环断裂甚至碎掉。这些机械部件的碎片进入电机,也会同时造成电机的短路烧毁。
发生液击的原因有这几个方面:

·机组安装的现场,由于安装人员经验的欠缺,在抽真空结束之后,直接在压缩机的吸排气口(一般冷库用的机组此处有角阀)进行充注制冷剂,充注之后直接启动导致液击发生。
·机组调试阶段甚至稳定运行阶段,由于末端匹配的问题,阀门选型的问题,蒸发侧异常的问题等导致机组短时间内回液量较多,最终造成液击。
·机组停机时候,冷媒迁移过多,最终将压缩机内的压缩腔也灌入制冷剂液体,在下次启动的时候发生液击。
防止液击的措施完全根据原因来制订,包括机组安装程序的操作指导,系统前期的选型和现场调试匹配,以及防止冷媒迁移的诸项措施。
四、预防和解决办法
压缩机出现持续回液的状况时,压缩机的身体就会亮起红灯,此时“望、测、查、医”的诊疗方式就派上了用场。
诊法步骤一:望—观察机体,审视症状
判断压缩机是否患上了持续回液病症,要先从外部观察压缩机是否出现了压缩机壳体大面积凝露甚至结霜,或者压缩机油视镜泡沫大量积压的情况。如果出现这两种症状,压缩机则可能患上了持续回液,需进行进一步检查。
·机组安装的现场,由于安装人员经验的欠缺,在抽真空结束之后,直接在压缩机的吸排气口(一般冷库用的机组此处有角阀)进行充注制冷剂,充注之后直接启动导致液击发生。
·机组调试阶段甚至稳定运行阶段,由于末端匹配的问题,阀门选型的问题,蒸发侧异常的问题等导致机组短时间内回液量较多,最终造成液击。
·机组停机时候,冷媒迁移过多,最终将压缩机内的压缩腔也灌入制冷剂液体,在下次启动的时候发生液击。
防止液击的措施完全根据原因来制订,包括机组安装程序的操作指导,系统前期的选型和现场调试匹配,以及防止冷媒迁移的诸项措施。
压缩机油视镜泡沫大量积压
诊法步骤二:测—勘察机体,确认病症
当压缩机出现了上述症状则需立刻进行测查,确认持续回液病症:
一测压缩机吸气过热度:
测量点置于距离吸气阀152mm 处。低温应用系统中的压缩机吸气过热度* 最小值为11K ;中高温应用系统中的压缩机吸气过热度* 最小值为3~6K。
二测压缩机油槽与吸气管的温差:
测量油槽温度方法:理论上建议在压缩机底部中心处 (非边缘位置)布置一根热电偶,并且保温,但实际操作中底部中心的测量往往会有困难,测量位置可用回气口对面壳体底部替代。推荐压缩机稳定运行时的温差最小值为27℃。
如果测得两值同时过低,那么判定压缩机患上持续回液病症的概率在90%以上。若想确诊,可再测量排气温度,如果排气温度过低(排气过热度* 低于25K通常认为排气温度低),则压缩机可以确诊患上了持续回液。
注释:
*吸气过热度 = 吸气温度 - 吸气压力对应饱和温度
*排气过热度 = 排气温度 - 排气压力对应饱和温度
诊法步骤三:查—排查关键点,确认病源
对症才可下药,首先要查清导致制冷系统中的压缩机持续回液的病因,主要有以下几点(常见病因已用★标识):

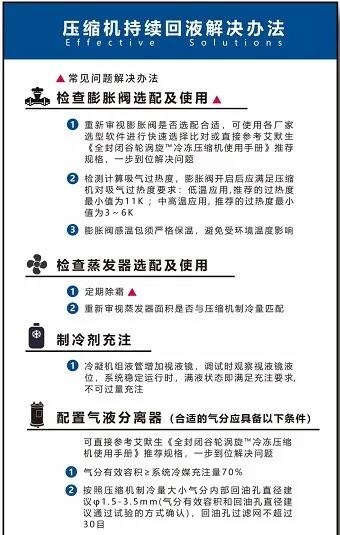
★膨胀阀的选型或使用不当:
膨胀阀选型过大或调试开度过大,进入蒸发器的制冷剂大于蒸发器能够蒸发的数量
膨胀阀感温包未保温或保温不好,安装位置不对甚至没有安装,造成检测到的过热度大于实际过热度,膨胀阀开度过大
蒸发器配置或使用不当:
★不除霜或除霜间隔时间过长,特别是排管系统(钢排或铝排)结霜过多导致换热差
蒸发面积偏小
制冷剂充注量过多
气液分离器的容积过小或气分回油孔直径过大:
气分容积小储存不了过多制冷剂,液位高过气分内部铜管造成大量回液
回油孔过大,造成大量制冷剂进入压缩机
诊法步骤四:医—对症下药,药到病除
如同冷热感冒需要不同的药物来医治,不同的原因引发的持续回液也需要用对方法。
【免责声明】:本文章版权归原作者所有,如有侵权请联系删除